
右旋锚杆


右旋锚杆是1996年研制生产的新型锚杆,其性能达到国际先进水平。该锚杆是反麻花锚杆的换代产品,性能优越;
折叠编辑本段右旋锚杆组成
组成锚杆必须具备几个因素: ① 一个抗拉强度高于岩土体的杆体

② 杆体一端可以和岩土体紧密接触形成摩擦(或粘结)阻力
③ 杆体位于岩土体外部的另一端能够形成对岩土体的径向阻力
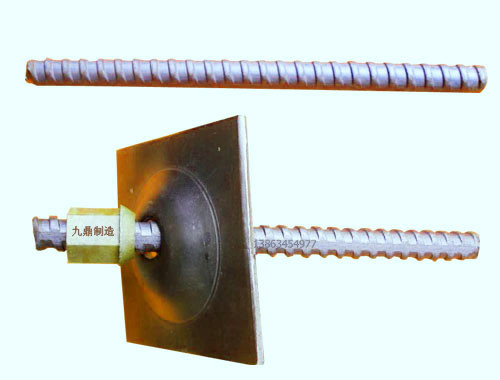
锚杆作为深入地层的受拉构件,它一端与工程构筑物连接,另一端深入地层中,整根锚杆分为自由段和锚固段,自由段是指将锚杆头处的拉力传至锚固体区域,其功能是对锚杆施加预应力;锚固段是指水泥浆体将预应力筋与土层粘结的区域,其功能是将锚固体与土层的粘结摩擦作用增大,增加锚固体的承压作用,将自由段的拉力传至土体深处。
根据上述定义,给出了锚杆的基本结构。
折叠编辑本段产品特点
(1)结构合理,锚杆全螺纹全长等强,解决了反麻花锚杆螺纹及拍扁处强度低的缺点。
(2)比同规格反麻花锚杆的承载能力提高40%
(3)操作简单,价格低廉,广泛用于煤矿、铁路、水电等工程各类巷道支护。
(4)操作简单,价格低廉,广泛用于煤矿、铁路、水电等工程各类巷道支护
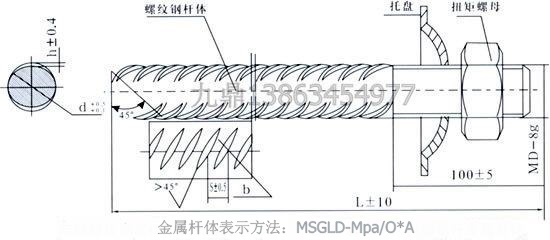
折叠编辑本段型号表示方法
M S G L D –Mpa / O × A
MS : 树脂锚杆 G :杆体
Mpa:杆体屈服强度,单位为兆帕(MPa)
L:螺纹钢式
D:等强
O:公称直径,单位为毫米(mm)
A:长度,单位为毫米(mm)
示例:公称直径20mm,长度2000mm,屈服强度335MPa的无纵肋螺纹钢式树脂锚杆金属杆体,可表示为MSGLW-335 / 20×2000。
折叠编辑本段指数参数
材质 | HRB355(20MnSi) | ||||
性能 规格 | 屈服强度 (MPa) | 拉伸强度 (MPa) | 延伸度 (%) | 破裂载荷 (Kn/m) | 理论重量 (kg/m) |
φ16 | ≥335 | ≥490 | ≥16 | ≥100 | 1.6 |
φ18 | ≥335 | ≥490 | ≥16 | ≥126 | 2.0 |
φ20 | ≥335 | ≥490 | ≥16 | ≥156 | 2.5 |
φ22 | ≥335 | ≥490 | ≥16 | ≥189 | 3.0 |
折叠编辑本段生产技术要点
折叠检验分类
1、工序检验:指树脂锚杆生产中直到捆扎前对指定的工序进行质量检验。
2、出厂检验:对树脂锚杆及托盘滚丝后、冲眼后及出厂前的检验或出厂前的抽检。
3、型式检验:按有关标准要求送检或产品质量监督机构提出要求时的检验。


折叠工序质量控制
以下工序每工作班生产前应由质检员进行首检,首检合格后方可进行生产。
1、下料工序:
检查下料截取长度。每工作班由操作工用钢卷尺检测四次,长度公差L±10mm。
2、轧圆工序:
检查轧圆直径、长度及表面质量。每十根由操作工用游标卡尺检测一次。直径公差0.2
长度公差120±10mm,表面光滑无弯曲。质检员每班抽检四次。
3、调直工序:检查杆体直线度≤2㎜/m,操作工逐根检查,质检员每班抽样3‰进行检查。
4、滚丝工序:
检查杆体轧圆部滚丝螺纹直径、长度及表面质量。每五根由操作工用游标卡尺检测一次。螺纹直径公差M-0.4-0.3,也可以用螺纹环规进行检验。螺纹长度公差90±5mm,螺纹牙形无损伤。质检员每班抽检四次。
5、托盘剪切工序:检查剪切尺寸。每工作班由操作工用卷尺检测二次。尺寸公差120±5mm质检员每班检查一次。
6、成型工序:检查托盘成型情况,凹面高度不低于20㎜。用钢板尺测量。
7、冲眼工序:检查冲眼直径大于配用螺纹公称直径1-2㎜,冲眼位置居中。每工作班由操作工用游标尺检测二次。
折叠编辑本段使用方法
1、依据设计要求确定锚杆孔位,用钻机打孔。
2、用压风吹净孔内岩粉。
3、钻孔直径要求比右旋锚杆直径大6-12mm。
4、用锚杆将锚固剂送入孔底,启动搅拌装置进行搅拌,按树脂锚固剂要求严格控制搅拌时间。
5、达到等待时间后,套上锚盘、拧紧螺母



